



再高的分辨率 也能高速处理

超高速图像输入 最快3.3ms
随着对品质要求的提升,相机的分辨率亦越来越高。为配合设备的运行速度,必须对高分辨率图像进行高速处理,因此在图像输入时间上做了大幅改善。 即使增加连接的相机台数,图像分辨率高,也能借助高速图像输入大幅缩短单位生产时间。

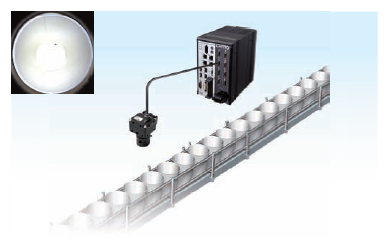
多相机检测 也能高速处理
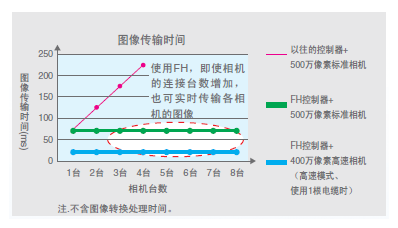
实时图像传输
使用高分辨率相机需要处理的数据量多,图像输入时间及数据传输时间都是瓶颈。使用视觉控制器凭借图像传输总线的“高速化”和“多线程”, 可实时处理因高分辨率相机或多台相机生成的大容量图像。如今,可利用新利视觉在不延长处理时间的前提下,实现以往由于速度优先而舍弃的高精度测量。

四核无缝并行控制
案例1即使执行多台相机的演算也不会产生延迟
利用四核独立并行处理,即使需要根据前工序的测量结果控制后工序,也可高速处理各工序而无需等待。可在同一控制器中对四个工序的测量结果进行演算,因此“工序间的联动”无需另外的程序即可实现。




高速同步输出的EtherCAT网络
高速输出测量结果,提升设备单位处理效率
工控网络
EtherCAT
EtherCAT是最适合工业控制的高速开放网络。利用EtherCAT连接可编程控制器NJ系列、 控制运动的伺服马达/驱动G5系列,能实现比一般的通信规格更高速地从工件的位置测量到启动轴为止进行控制。
特点
实现最短通信周期500μs
与通信周期同步的运动控制

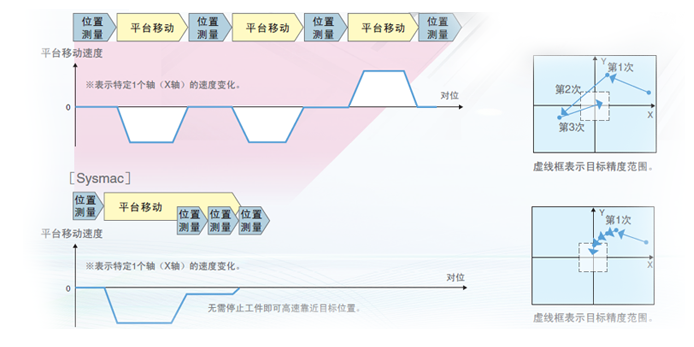
连续对位
无需停止工件的对位方案
在有μm单位级精度要求的机器中,仅靠一次对位可能无法减小误差。此时,需要实施多次对位,这样处理时间的大幅增加便成为一个问题。
新利建议采用排除工件停止时间(造成处理时间增加的主要原因)的控制方法。利用可实现高速、高精度控制的自动化平台Sysmac,可连续检测工件位置,逐次更新距离目标位置的移动距离,无需停止工件即可高速靠近目标位置。


一键校准 轻松完成
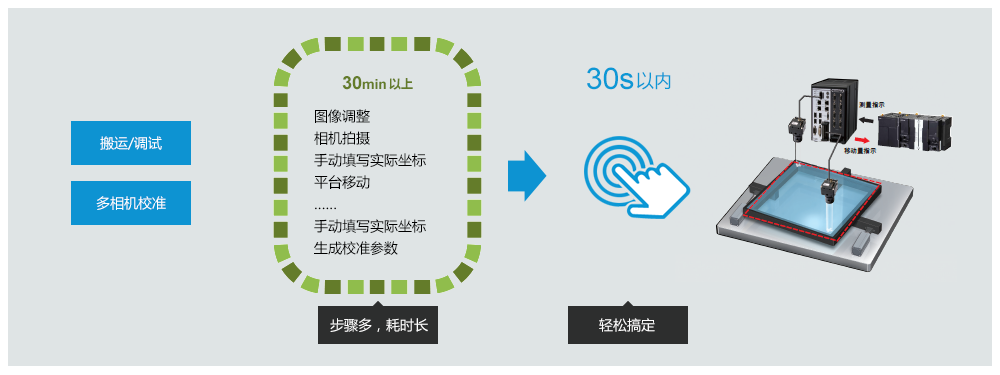
比以往更快速完成设置
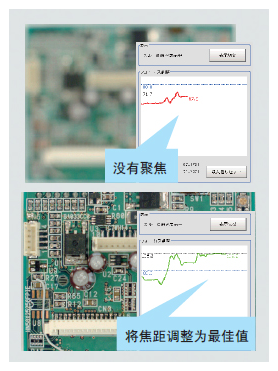
轻松设定最佳焦距、光圈
● 可方便地进行相机设定和安装。
● 焦距和照明发生变化时,可通知发生异常。
● 将主工件的焦距和光圈数值化后,任何人都可以重现相同的状态。
比以往更快速完成设置

通过内置辞典轻松导入
以往读取字符时,须将拍摄实物所得的图像登录到辞典中。
新利充分运用在FA现场检查字符过程中积累的经验,将多种字体和变形等印字状态的变化内置于预置的辞典中,可保持稳定性,同时省去登录辞典的时间。
还可在辞典中添加字符。用于需读取特殊字体等场合。
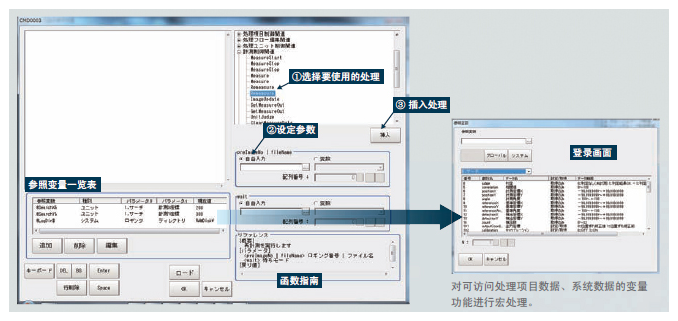
One Software 大幅削减设计工数

丰富实用的内置功能库
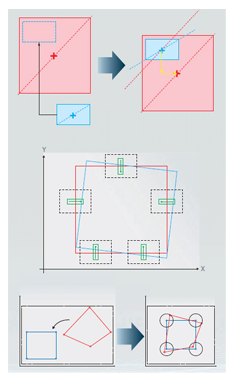
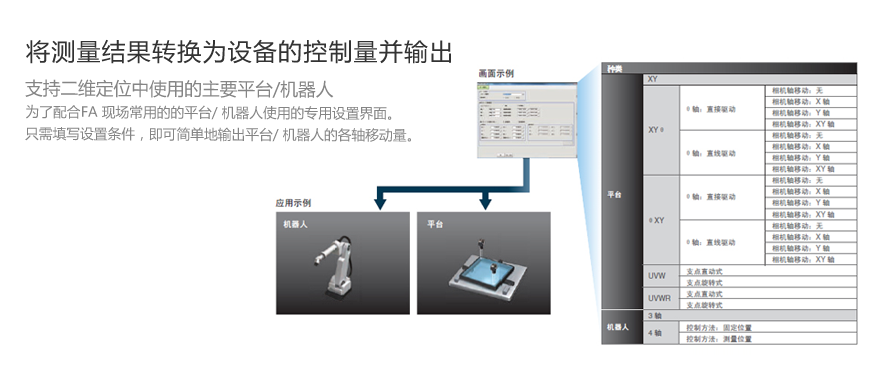
可支持的对位方式
位置角度对位
借助补偿功能进行大小不同的两个工件的对位。
位置角度对位支持补偿功能,可通过位置补偿进行灵活对位。
边测量对位
通过测量工件边线来对位的方式。“没有对位标记”、“无法测量工件角度” 时也可应对。这个方法最适合圆角工件的定位。
对应点对位
根据对应的位置信息,计算从测量位置到基准位置的各轴移动量。此方式最适合类似电子基板的贴合等,如偏离一定距离将导致导通不良,必须将所有点的距离控制在一定范围内的运用。
丰富实用的内置功能库
检查、测量处理功能库
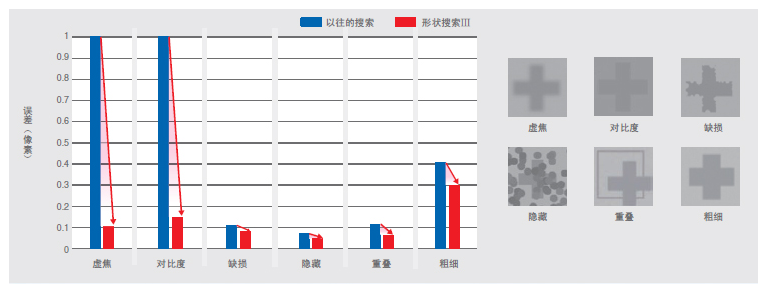
为避免浪费希望精确地检测出细微的差异。可满足现场各种要求的丰富的搜索处理项目。
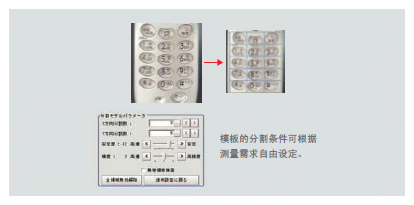
灵敏搜索
将登录的模板图像自动分割,通过详细比对,用很大的数值来量化一般的搜索无法区分的细微差异。因此不必再为设置微妙的初始值担忧。

灵活搜索
在灵活搜索处理中,通过将多个合格品作为模板登录好,这样无论对象物的印刷质量或形状变化如何,都可实现准确搜索。只将明显的异类作为不良品检测出,切实降低了浪费。


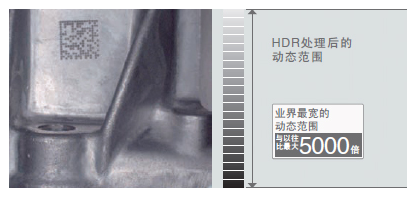

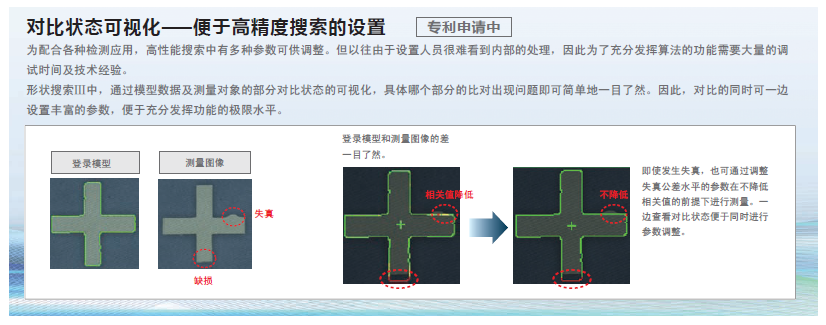
图像对比状态可视化
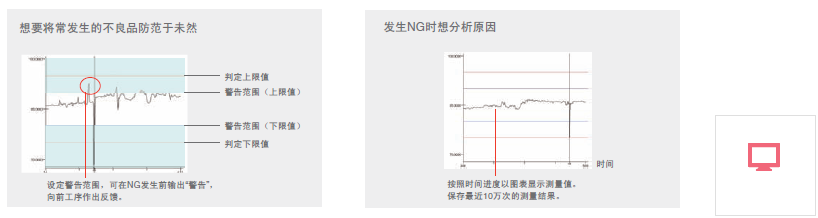
实时监测趋势 不良发生前发出警告
结果分析趋势监控
可将测量值的趋势图表化,在不良发生之前发出“警告”。可将NG防范于未然,有助于向前一个工序作出反馈和分析发生NG的原因。
监控调试可远程操作

可在一台计算机上统一对多台FH进行情况确认及设置调试。
可高效地进行设备投产前的相机图像调试及测试调试后的结果执行。
应用案例1:仅需在一处对多个FH进行操作
1、生产线调试时,只需在一处对FH的各相机图像进行调试。
无需在相隔较远的控制器之间来回奔波;只要对比图像即可调整到位。
2、追加新品种等需要变更设置时,可在计算机上一次操作完毕而无需分别去到各控制器所在地。
3、当要提高N递增检测的测量稳定性时,也能简单地使控制器各初始值之间保持平衡。
应用案例2:在一台显示器上显示多台FH
1、 不必配置多台显示器,可节省空间。
2、 即使各控制器相隔较远,由于FH可在一处统一进行调试因此可减少操作人员的负担及调试时间。
注. 计算机用远程操作工具的获取,请向本公司销售人员咨询。
 观看介绍视频
观看介绍视频