拨码开关 用语说明
●关于输出代码
|
用语
|
意义
|
|
2进制代码(binary code)
|
用2个值(“0”和“1”、“OFF”和“ON”等)的组合构成的符号。
|
|
10进制代码(decimal code)
|
采用10进制的代码。使用0、1、2、3、4、5、6、7、8、9。
|
|
2位10进制代码
(binary-coded decimal code)
|
将10进制分开的数字用2进制表示。也叫BCD代码。
|
|
2位16进制代码
(binary-coded hexadecimal code)
|
将16进制分开的数字用2进制表示。使用0、1、2、3、4、5、6、7、8、9、A、B、C、D、E、F。
|
|
奇偶校验(parity check)
|
是一个检测2进制代码有无错误的方法。加上奇偶校验用的信号,作为奇数(或偶数)统一起来,将其用于判定。
|
|
实码(real code)
|
作为电子电路的2值信号,将相对于接地电压较高的H定为1,较低的L用0表示。
|
|
补码(complement code)
|
与实码相反,“H”用0表示,“L”用1表示。
|
●关于刻度盘的「+」、「-」显示
(-PM型)
以06型(2位10进制代码)显示, 但也可以制成以「+、-、+?-」显示的机型, 而不是以「0、1、2?9」显示。
其型号为A7□-206-PM或A7□-206-PM-1。
下图为A7BS-206-PM的示例, 将本体的输出端子1和COM端子间作为2进制代码使用。

A7BS-206-PM的示例
|
型号
|
本体/接插件
|
COM.的端子编号
|
和COM.连接的
端子编号
|
|
A7BS
|
本体
|
C
|
1 |
2
|
4
|
8
|
|
接插件
|
2
|
4
|
5
|
6
|
7
|
|
|
+(0)
|
|
|
|
|
|
—(1)
|
●
|
|
|
|
|
+(2)
|
|
●
|
|
|
|
—(3)
|
●
|
●
|
|
|
|
+(4)
|
|
|
●
|
|
|
—(5)
|
●
|
|
●
|
|
|
+(6)
|
|
●
|
●
|
|
|
—(7)
|
●
|
●
|
●
|
|
|
+(8)
|
|
|
|
●
|
|
—(9)
|
●
|
|
|
●
|
注1. ●标记表示内部开关为ON状态。
注2. ( )内的数字表示为A7BS-206型时的刻度盘。
●关于带制动器的型号
是一种在任意位置间锁定转子的机构, 有两种型号,组装时设定的型号和能够在外部进行任意设定的型号。
例如, 将0~9的显示设定为在0~5范围之外不旋转。
·在型号的末尾加上-S□□, 在□□填入设定数值的范围。
例: A7PS-203-S05 ·能够制成带制动器的机型分别为A7DP、A7D、A7BS、A7BL、A7PS及A7PH。个别型号请至本公司垂询。
·A7BS-□-S附带止动销, 客户可以从外部进行任意设定。
·对于A7MD、A7CN-1、A7CN-2、A7CN-L2系列不能制成带制动器的机型。
●关于带二极管的型号

拨码开关 使用注意事项
●关于使用场所
·请勿在产生燃气(氨气、氯气、二氧化硫等) 的场所使用。
·由于不具备防滴性, 因此, 请勿在滴水、滴油的场所使用, 也不要在手上粘了水、油时进行操作。
·特别是在沙尘飞扬的场所, 请设置防尘罩, 并进行提高防尘性的处理。
●关于保管场所
在高温、高湿环境下保管及在常温下长期保管容易使端子部发生氧化反应, 造成焊接部位故障。
请避开高温、高湿环境保管, 尽早使用。
●关于使用
·关于布线作业
布线完成以后, 请确保适当的绝缘距离。
·关于开关的设置
经常在按下状态下使用, 会加速零件老化, 引起特性变化, 因此请避免该操作。
·通电状态下请勿触摸充电部。
·请勿在一个开关上连接多个电源。将会导致电路的误动作和短路。
·如果要修改数值设定, 请勿用湿的手指或在手上粘有油、异物时操作操作按钮。
·如果要清除成型树脂外壳等表面污物, 建议您使用酒精。
但请注意, 切勿使酒精渗入内部。
·请勿使用稀释剂等会渗入树脂的溶剂。
·连接开关单元时, 请将各外壳的凸出部和凹陷部接合。
·拆除连接时,如下图所示, 请使用螺丝刀,拆下上下卡爪后进行拆卸。

·请勿同时按下推进操作式按钮的。
·掉落可能会造成端子变形、印刷基板破损、及用于连接开关侧的树脂卡爪折断等,
因此请注意, 切勿使其掉落。
●关于印刷基板用端子型
·使用印刷基板用端子型时, 印刷基板的端子插孔应为φ1mm 以上。
·使用印刷基板用端子型时,请勿用力过大。尤其是, 一旦坠落,
会导致端子变形和破损, 因此请勿使其坠落。
●关于接插件
·插入接插件时, 请按接插件的箭头方向向上安装。(参见653、658页)
·接插件的插入载重如下,每个A7B-C单元约为14.7N、NRT-C约为34.3N。
●关于焊接
焊接布线基板时, 请注意以下几点:
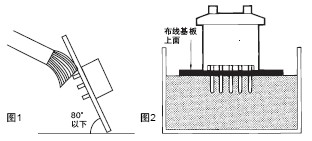
·自动焊接
如果整个清洗, 助焊剂会进入内部, 造成接触不良或旋转不良等, 因此请勿整个清洗。
另外, 清洗助焊剂清洗时, 请如图1所示倾斜80°以上, 仅用浸了溶剂的刷子刷洗背面。
也可以仅用溶剂浸润反面后用刷子清洗。
·浸焊
在涂敷助焊剂溶液的工序中浸渍时间应为2秒以下, 并且如图2所示,
请勿使助焊剂覆盖到布线基板上面。用刷子涂敷的方法比较不容易渗入。
但是如图1所示, 此时请倾斜80°以上。关于助焊剂的清洗, 与上述“自动焊接” 相同。
·使用烙铁时
请在30W、350℃、3秒以内进行焊接。
清洗时, 同上。
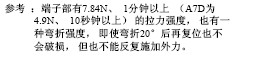
锡焊时、以及其后的3分钟内, 请勿向端子施加力。否则会导致导通或动作不良。
·请不要让焊接用助焊剂及酒精侵入开关内部。
|

