若基于时间延迟设定时机,调试时需要根据工件的不同,考虑轨迹的加减速、激光响应时间等多个与时间相关的因素,为达到目标性能,必须在试错加工的同时调试各个因素的时间延迟设定。
CK3W-GC□□00
CK3W 激光接口单元

实现高速高精度加工,高速激光ON/OFF,实现多扫描头构成
信息更新: 2021年6月24日
优化激光加工系统 简化激光ON/OFF调试、省时、省力、省心、高质、高产、高效
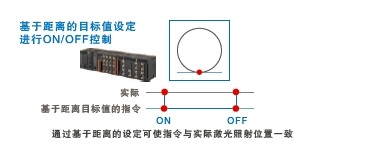
仅需设定激光ON/OFF时机的目标值,大幅缩短设备的引入时间
【以往】根据时间延迟调整激光ON/OFF时机,需要花费大量时间(约10~15日*1)

【CK3W-GC】能够直接设定激光ON/OFF时机的目标值,简化设备引入工作(约2~3日*1即可完成,比本公司以往产品缩短80%)
若基于距离的目标值设定时机,无需考虑加减速、激光响应时间等多个与时间相关的因素,轻松实现准确的激光ON/OFF控制,从而达到期望的加工性能。
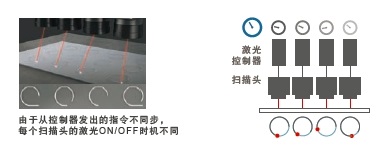
多扫描头协作,加工无偏差
【以往】同时加工多个相同形状的部件时,需要花费大量时间调整(约15~20日*1)
同时加工多个部件时,每个部件的扫描头会分别安装激光控制器。这些控制器之间动作不同步,因而会产生加工偏差。由于需对每个扫描头分别进行试错加工调试,因此调整时间会按扫描头数成倍增加。
【CK3W-GC】无加工偏差,轻松实现同时加工(约2~3日*1即可完成,比本公司以往产品缩短了90%)
通过多个CK3W-GC的同步动作,无需调整每个扫描头即可无偏差地加工多个部件。不依赖于扫描头加装数量,轻松实现多部件加工。

*1.本公司调查结果。
振镜激光与工作台同步联动,提升设备产能
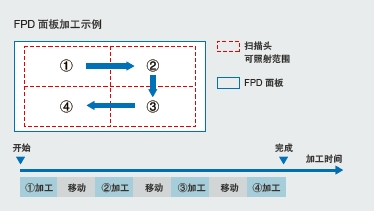
【以往】工作台停下后才可加工,移动期间无法同时加工,待机时间导致产能下降
在以FPD面板为代表的大型激光加工中,一般采用将装有加工对象的工作台移到扫描头照射区域,然后进行激光加工的重复加工步骤。在此方式下,工作台移动期间无法同时加工是导致产能下降的主要原因。
【CK3W-GC】在工作台移动的同时进行加工,提升产能
CK系列采用On The Fly控制方式,可以在工作台移动的同时进行激光加工。因此,相比工作台移动中无法同时加工的传统方式,可以消除以往工作台移动中的待机时间,从而令产能提高约35%。

系统构成示例

信息更新: 2021年6月24日
 400-820-4535
400-820-4535
![]() 微信服务号
微信服务号

![]() 微信资讯号
微信资讯号

© Copyright 新利官方网站 版权所有 2005-2023.
All Rights Reserved.
 沪公网安备 31011502002231号
沪公网安备 31011502002231号
